
|
不锈钢钻
ARTU不锈钢钻头

不锈钢钻规格表

技术参数
切削用量:
1.切削速度:推荐11-14米/分
选定切削速度后要进行试切,若切削顺利或不顺利,可考虑将选定的切削速度提高或降低20%。
2. 进给量: 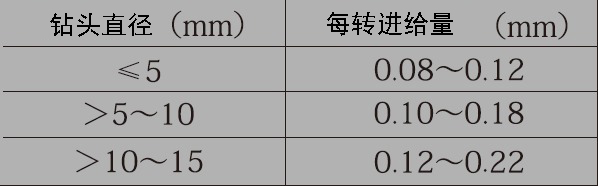
注:进给量也应视切削效果适当增减,切削中应注意退刀排屑,防止缠屑而损坏钻头。二次修磨推荐使用机械化修磨方式,注意钻尖的修磨,延长钻头的使用寿命。
冷却液:推荐使用硫化油 5~8升/分
常用计算公式:
转速(转/分)=合理的切削速度(mm/分)/π*D(刀具直径mm)
进给速度(mm/分)=每转进给量(mm/转)X 转速(转/分)
不锈钢钻实物图
  
不锈钢钻打孔效果演示
  |

本网站归上海西美工具进出口有限公司所有 备案号:沪ICP备07500330号-4